

































HOT SELLINGHOT SELLING |
Search
|




























| We specialize in manufacturing and wholesaling crafts gifts products. Make your gifts different and heartfully by choosing from our wide range of unique and high-quality items. Whether you're looking for a special present for a loved one or a unique corporate gift, we have something for everyone. Our products are carefully crafted with attention to detail and are sure to leave a lasting impression. Elevate your gift-giving experience with our exquisite collection. Visit our website to explore our offerings and place your order today. Make every gift special with our crafts gifts products. #CraftsGifts #UniqueGifts #WholesaleProducts Visit our website to see our latest collection and start spreading happiness today! |  *
*
SEND
|
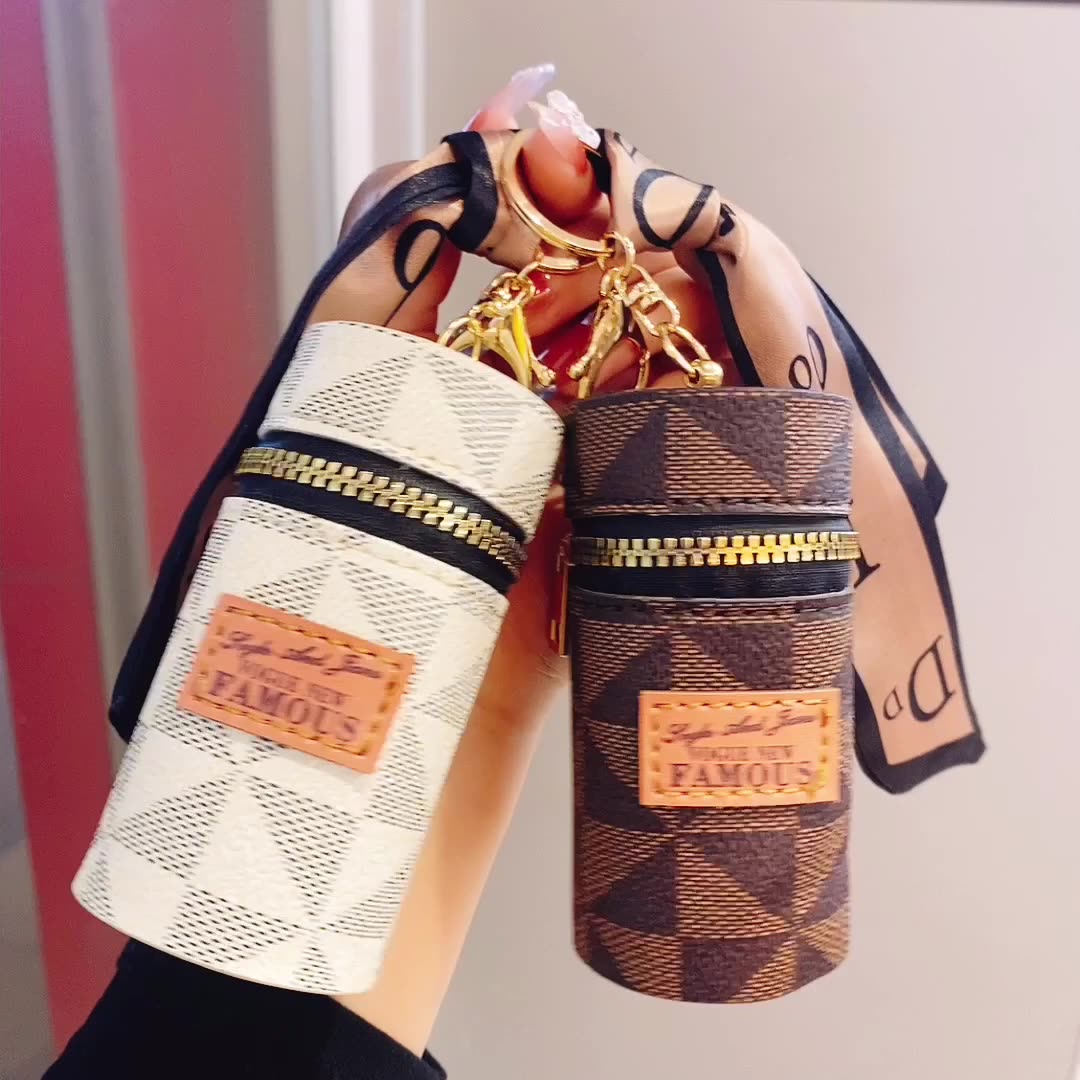
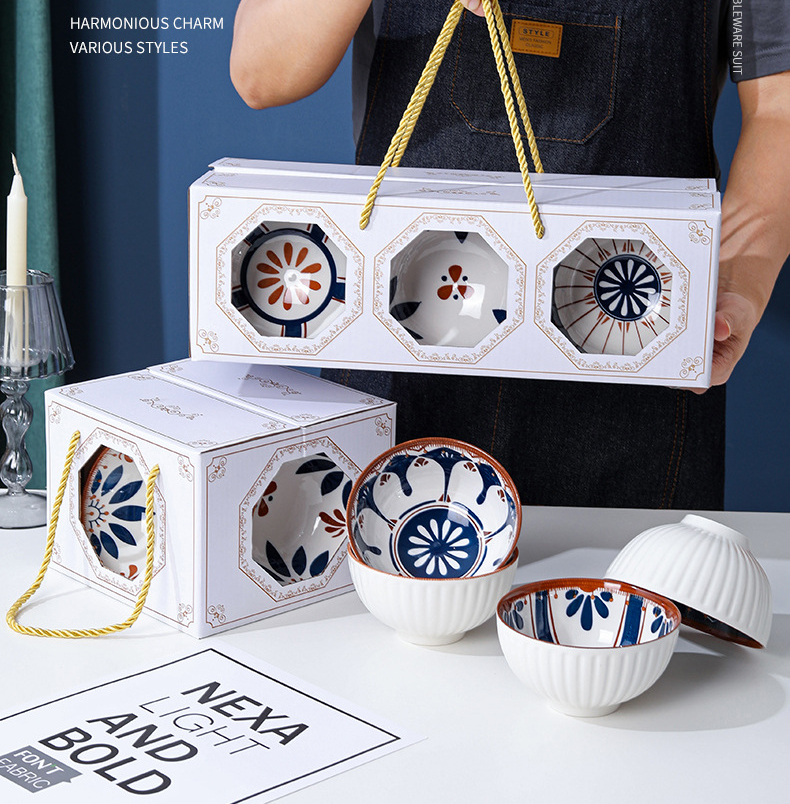
Hey everyone! I am thrilled to announce that we are giving you one more option of gifts to choose from! How exciting is that?! With our new selection, you'll have even more amazing choices to pick from. Whether you're looking for a gift for a friend, family member, or even yourself, we've got you covered. So get ready to be spoiled for choice and find the perfect present for any occasion. Stay tuned for more details on our latest offerings. Let's make gift-giving even more fun and spirited!
|

